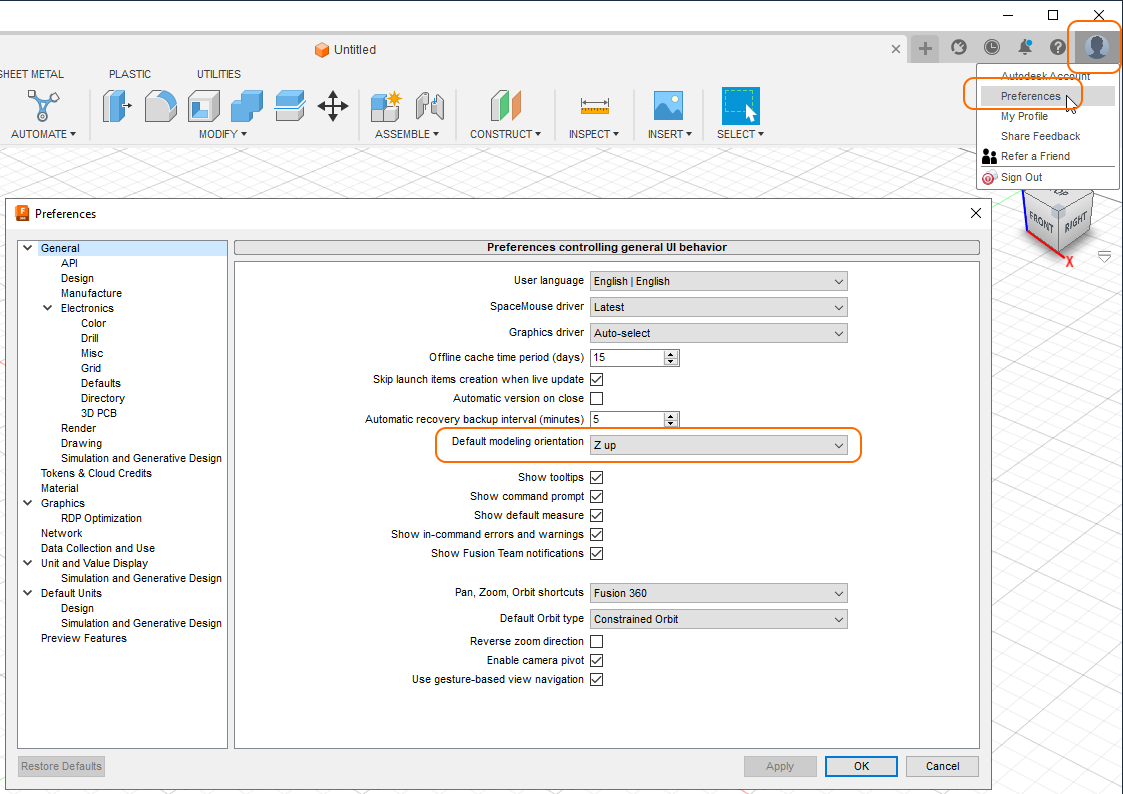
Fusion 360 pre-flight checks
Z-Up
Stock
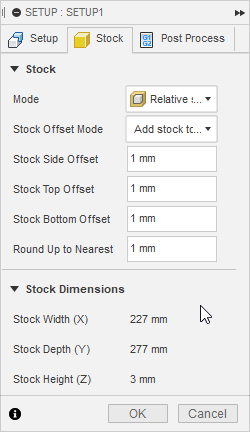
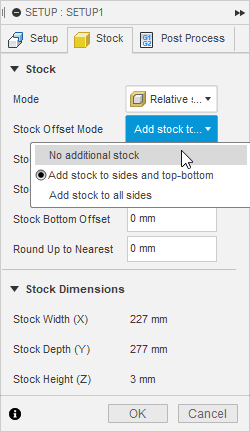
Note: this only affects the calculated ‘box’ that represents the stock. It does not affect toolpaths / bodies. Can be ignored.
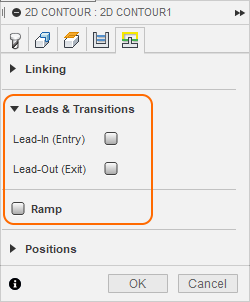
Leads-ins / outs
Think of a “running start” where you start your toolpath a bit early.
Ramps
To avoid plunging your tool into the material, you use a ramp. A milling bit is not a drill bit. Use when machining hard materials like metal or aluminium. Not needed for foam. May want to use for plastic depending on depth of cut.
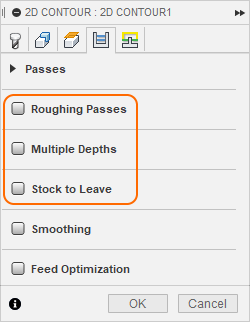
Multiple depths
Don’t do it all at once. Set a depth-per-cut to step down in multiple passes.
Stock to leave
If you want to do a separate finishing pass where the cutter skims the surface (minimal tool load for nice finish)
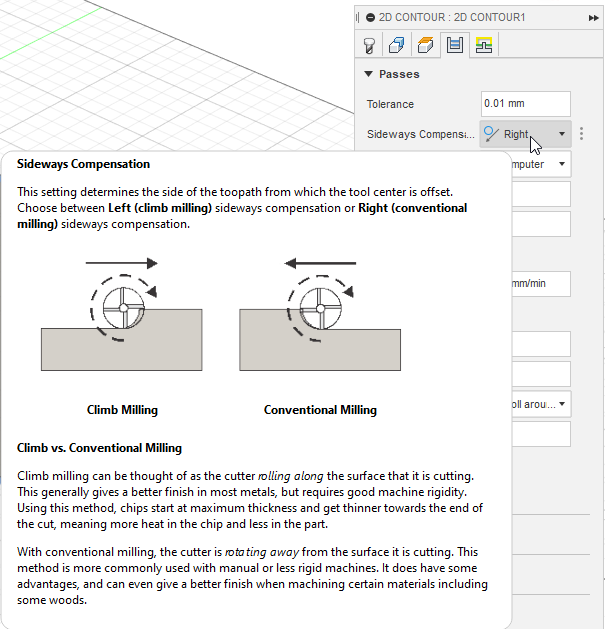
Direction of travel (Sideways Compensation)
Look at the image below:
– assuming your spindle spins clockwise (you may want to check), and
– assuming we are looking down (top view) with cutter away from viewer and material closest to viewer,
– we can travel in two directions: to the right (X+) or to the left (X-)
If we move to the right, the cutter flutes will “bite” into the material and take out relatively big bites (think pacman nom nom nom) that end smaller as it exits the material.
If we move to the left, the cutter flutes will start with a small nibble that grows larger and ends up tearing out a big bite as it exits the material.
Note the spindle spins at up to 20k rpm, so the material is removed way ahead of any travel.
Rule of thumb: select direction of travel = “LEFT” by default. Select direction of travel = “RIGHT” only if you have problems.
This setting is not as critical as I first thought.